
Продукция




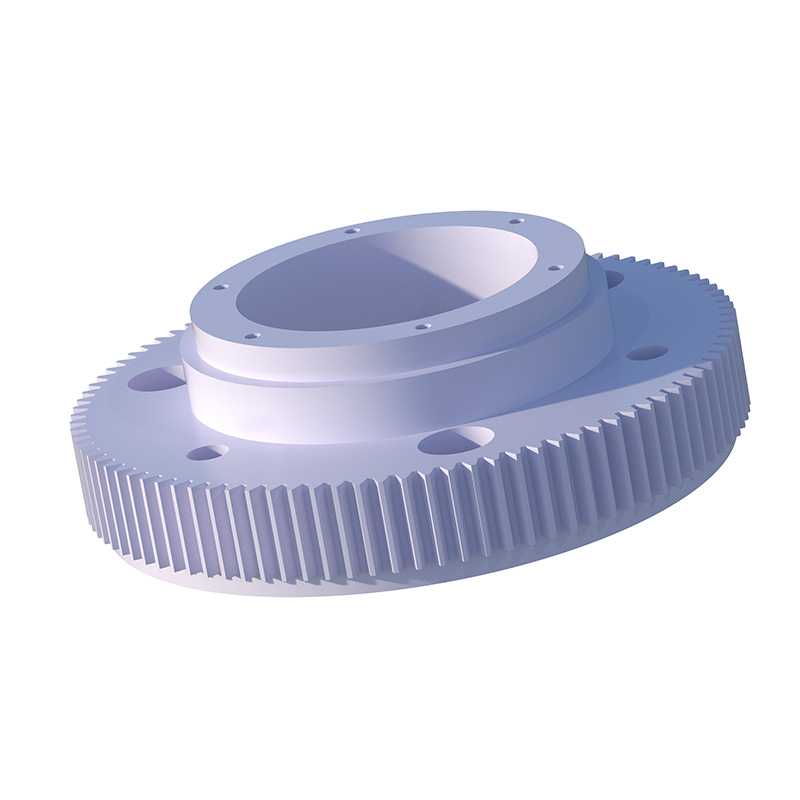
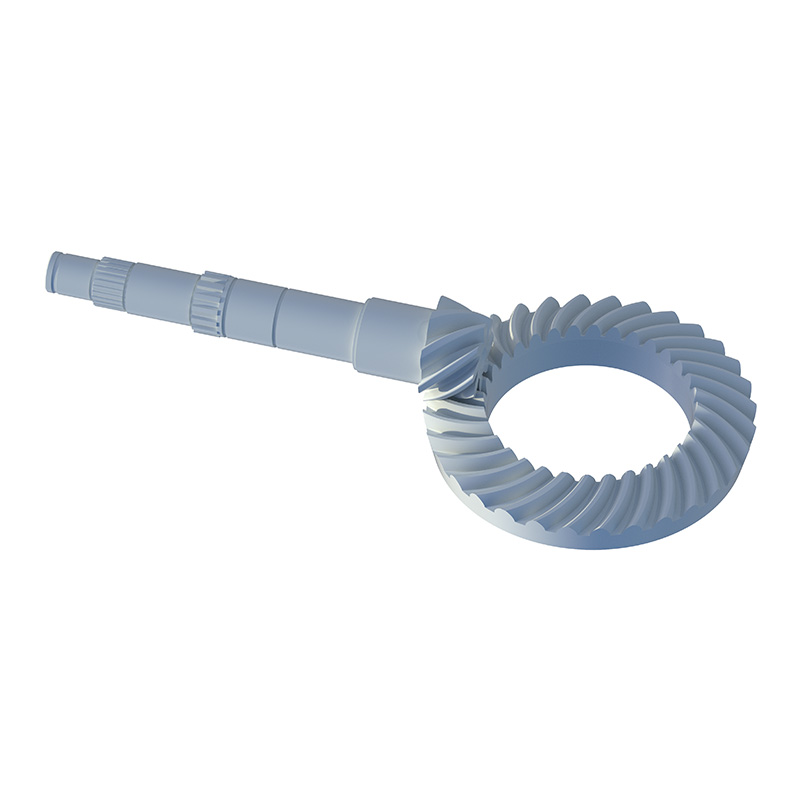
Поворотная большая шестерня
Сначала весь вращающийся элемент обрабатывается на месте на токарном станке с ЧПУ, а наружные зубья обрабатываются зубофрезерной обработкой, чтобы обеспечить чистоту поверхности Ra0.8 и профиль зубьев. Наконец, зубья науглероживаются и азотируются, чтобы обеспечить долговечность зубьев.
Описание
маркер
Описание продукта
Эта деталь относится к крупному зубчатому колесу, ее форма и размер составляют φ450 на 180; размер отверстия для крепления внутреннего подшипника составляет φ160, а требуемый допуск составляет +0,027; а требование к биению наружных зубьев находится в пределах 0,02; модуль упругости зубьев должен быть M=3, а размер зуба должен быть для профиля требуется значение 0.02.
Сначала весь вращающийся элемент обрабатывается на месте на токарном станке с ЧПУ, а наружные зубья обрабатываются зубофрезерной обработкой, чтобы обеспечить чистоту поверхности Ra0.8 и профиль зубьев. Наконец, зубья науглероживаются и азотируются, чтобы обеспечить долговечность зубьев.
связаться с нами
Сопутствующие популярные продукты

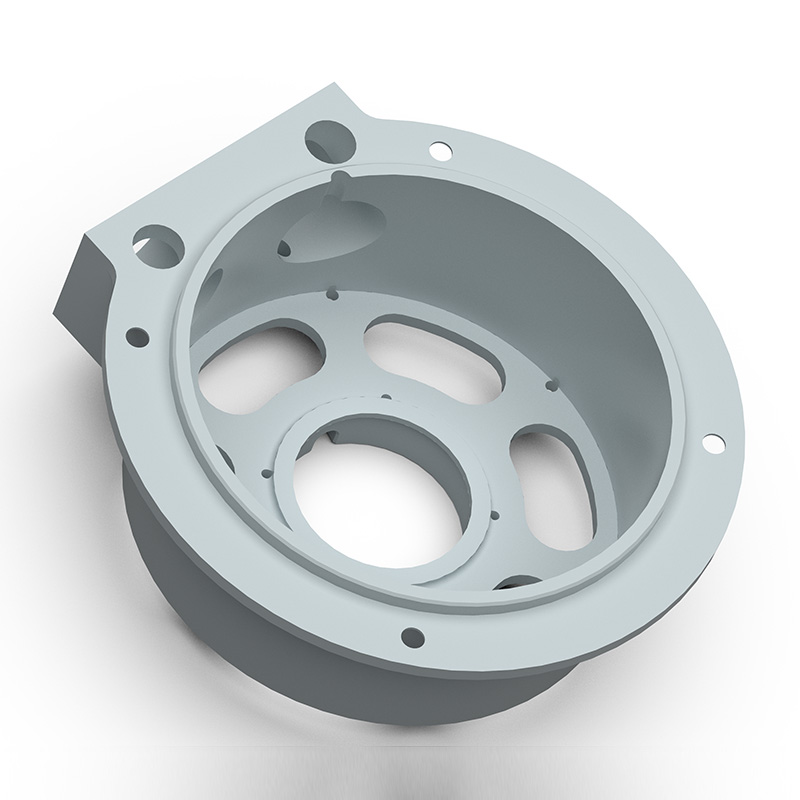
Неподвижный держатель
Среди них положение отверстия должно составлять ±0,02, а точность установки отверстия – +0,018; шероховатость поверхности должна составлять Ra1,6.
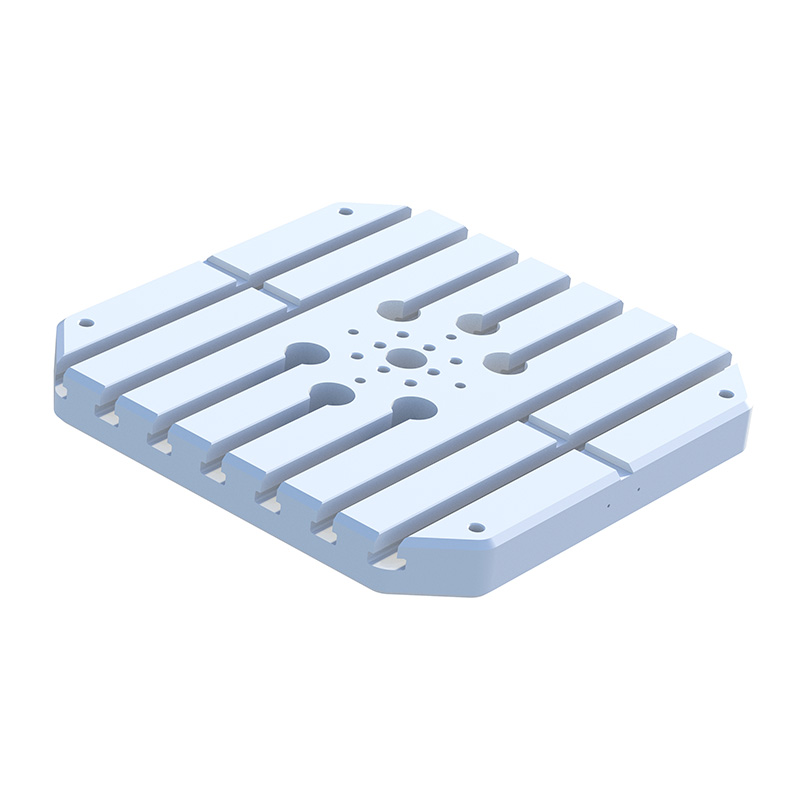
Индивидуальный верстак размером 500 на 500 мм
Эта деталь представляет собой изготовленный по индивидуальному заказу верстак общим размером 500 на 500 на 45 мм, который после закалки и отпуска изготавливается из стали марки 45.
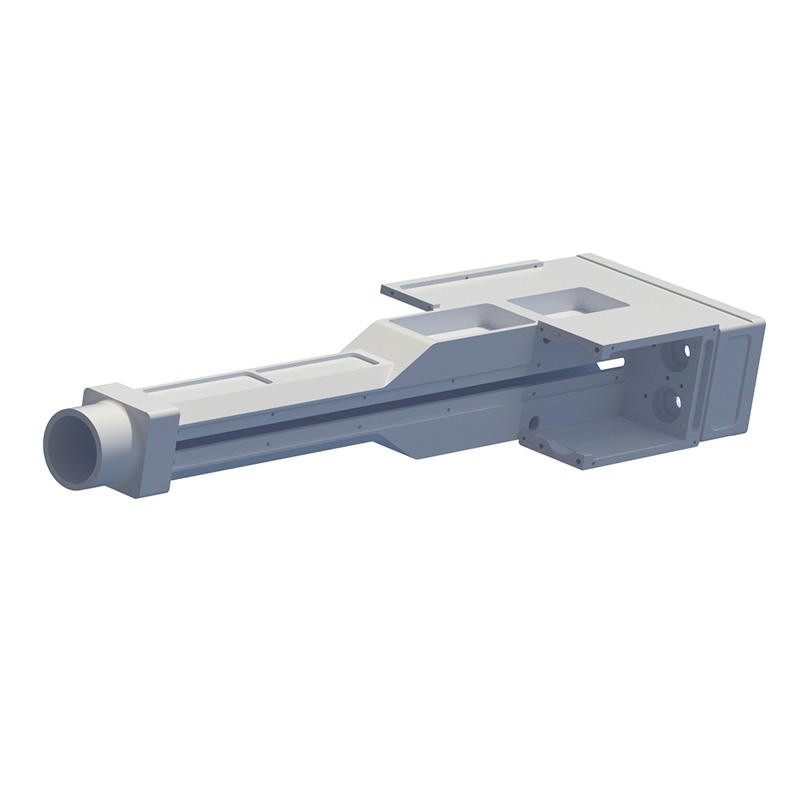
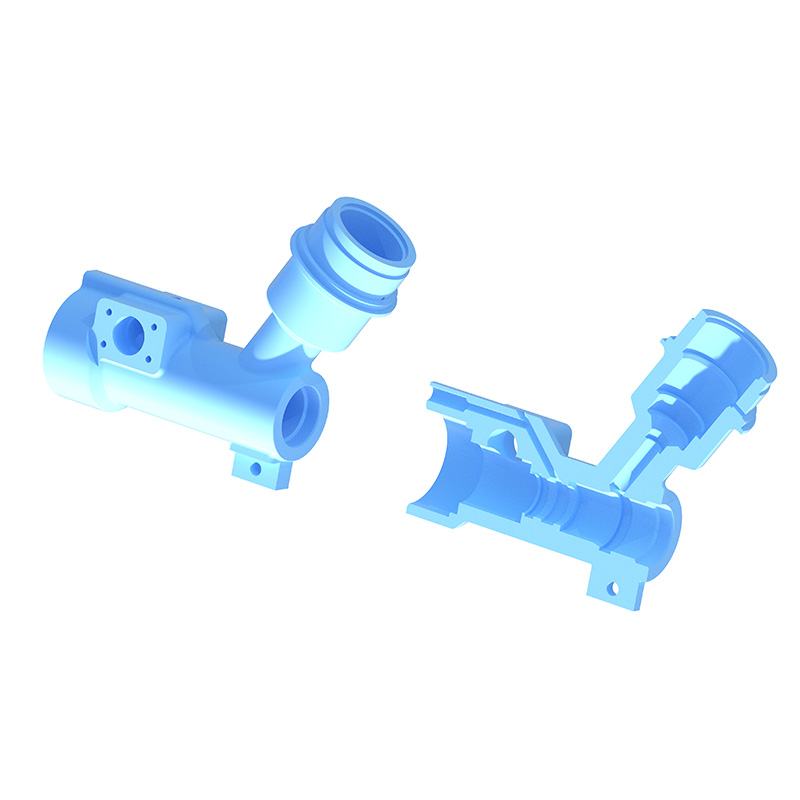
Корпус машины
Эта деталь изготовлена из авиационного алюминиевого сплава. После финишной обработки трехмерный размер составляет 440 на 150X70; допуск на внутреннее отверстие φ30 составляет , глубина – 400 мм, а отделка – Ra1.6.

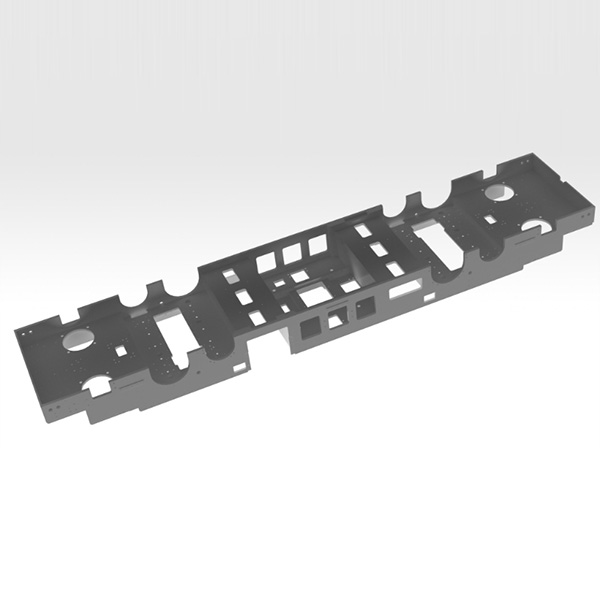
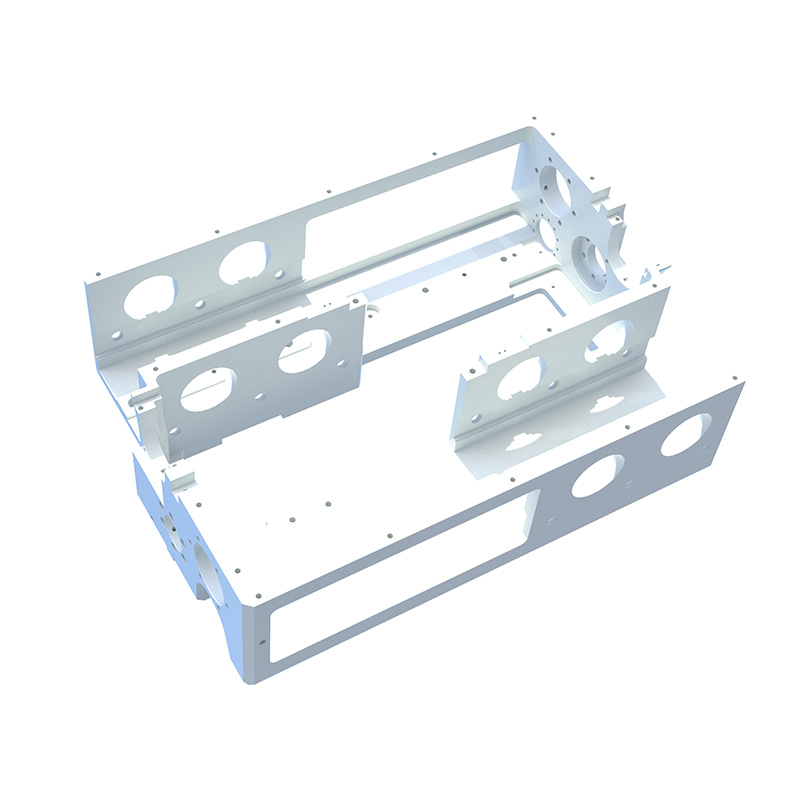
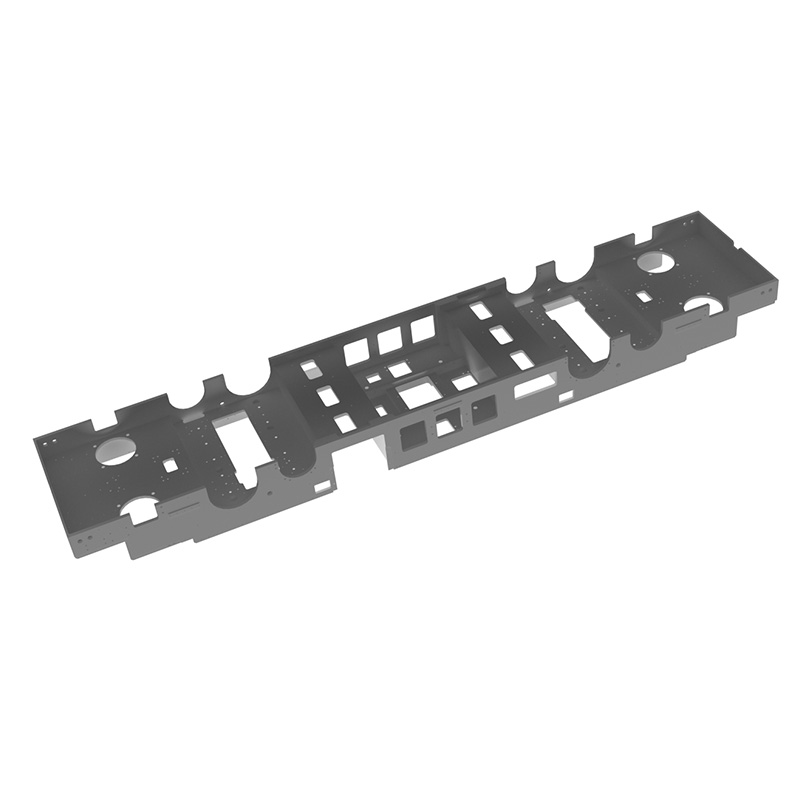
Рамка
Пазы и отверстия по бокам обрабатываются на месте с помощью боковых фрезерных головок обрабатывающего центра, чтобы обеспечить допуски по размерам и форме, требуемые чертежами.
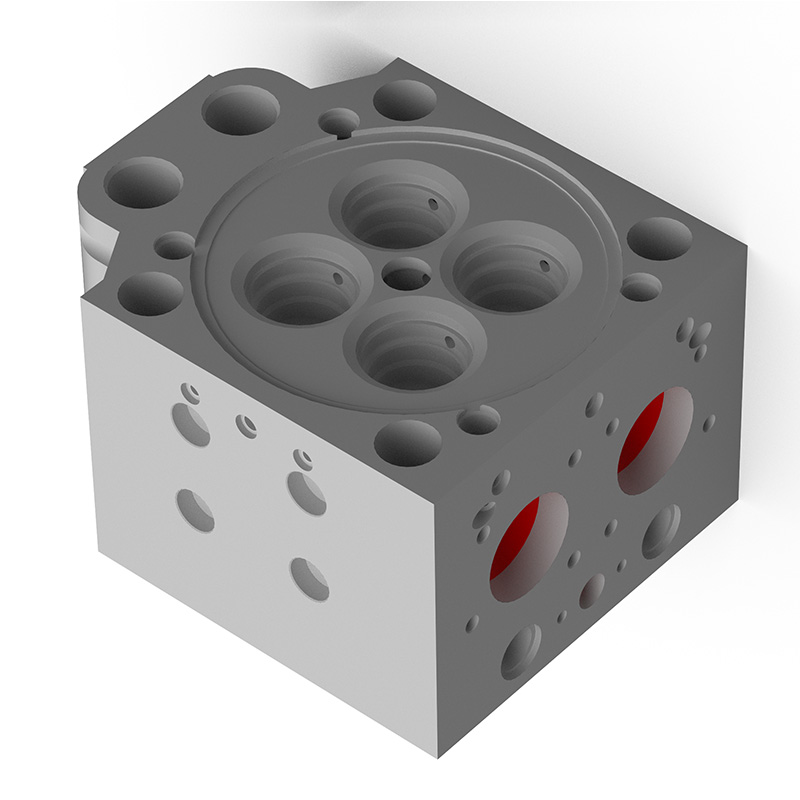
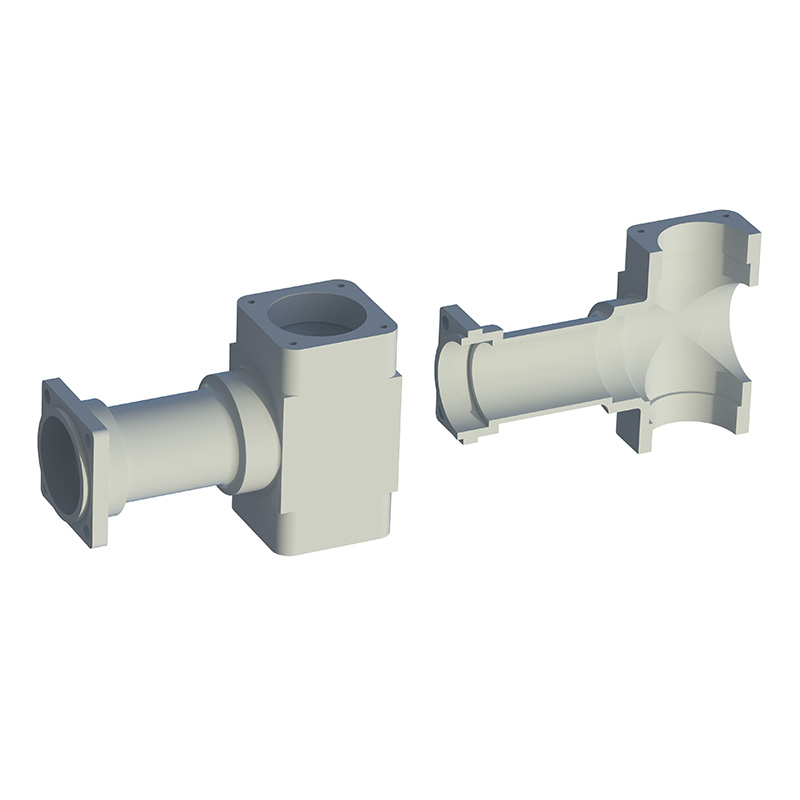
Корпус масляного клапана типа
Это деталь корпуса масляного клапана высокого давления, его форма и размер составляют 380 на 350 на 180 мм; он изготовлен из кованого материала, а внутренняя часть детали заполнена различными каналами для подачи масла.
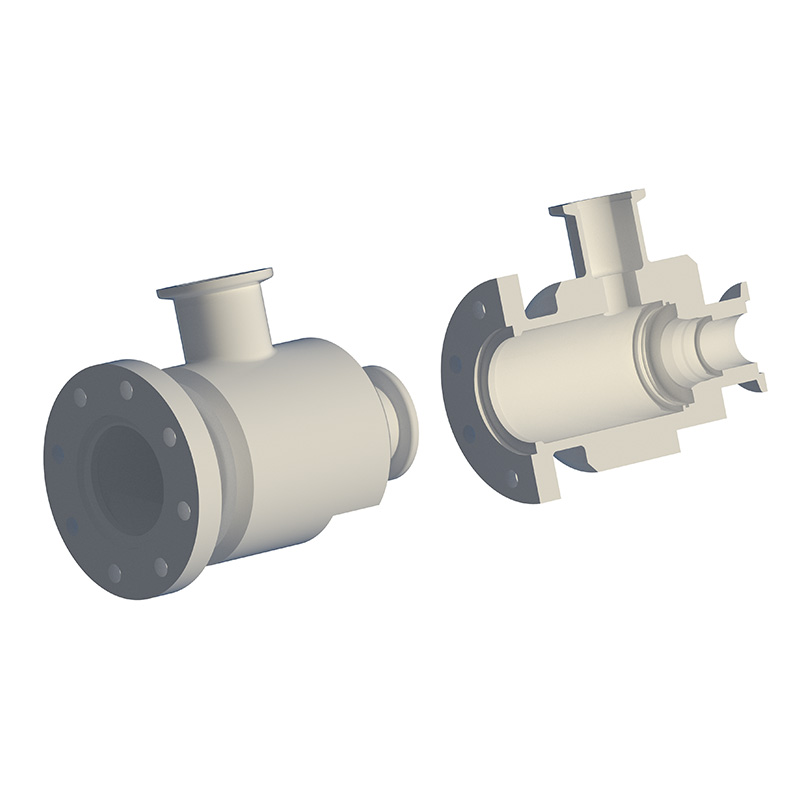
Коленчатое фланцевое соединение под углом 90°
Эта деталь представляет собой переходник для колена под углом 90°. Размер его заготовки составляет φ350 на 260.
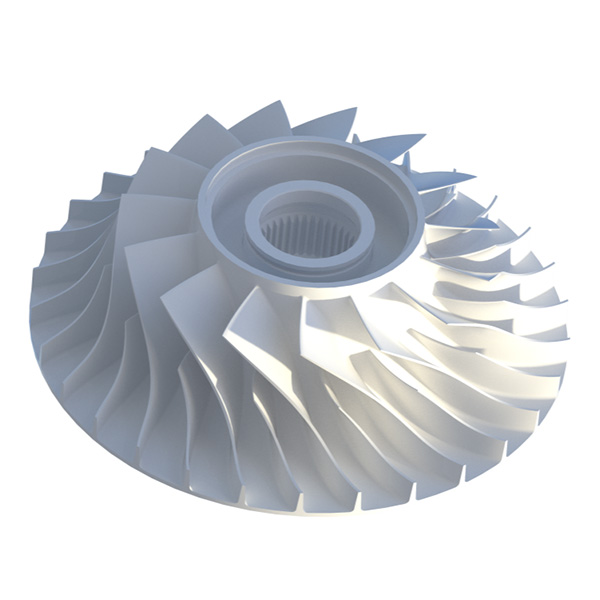
Модель ракеты
Эта деталь представляет собой модель ракеты, и внутри и снаружи состоит из почти 40 видов деталей, изготовленных из алюминиевого сплава, нержавеющей стали и других материалов.
Стыковая трубка с сердечником
Толщина стенки цилиндрической части этой детали составляет всего 2 мм, а требования к точности внутреннего отверстия составляют +0,018, размер внутреннего отверстия – φ80, а требования к шероховатости поверхности – Ra0,8.
Литая ферменная конструкция типа
Эта деталь получена от заказчика, а ее заготовка представляет собой литье. Габаритные размеры составляют 1004 на 595 на 991 мм, что требует обработки всей монтажной поверхности и отверстий сверху донизу.
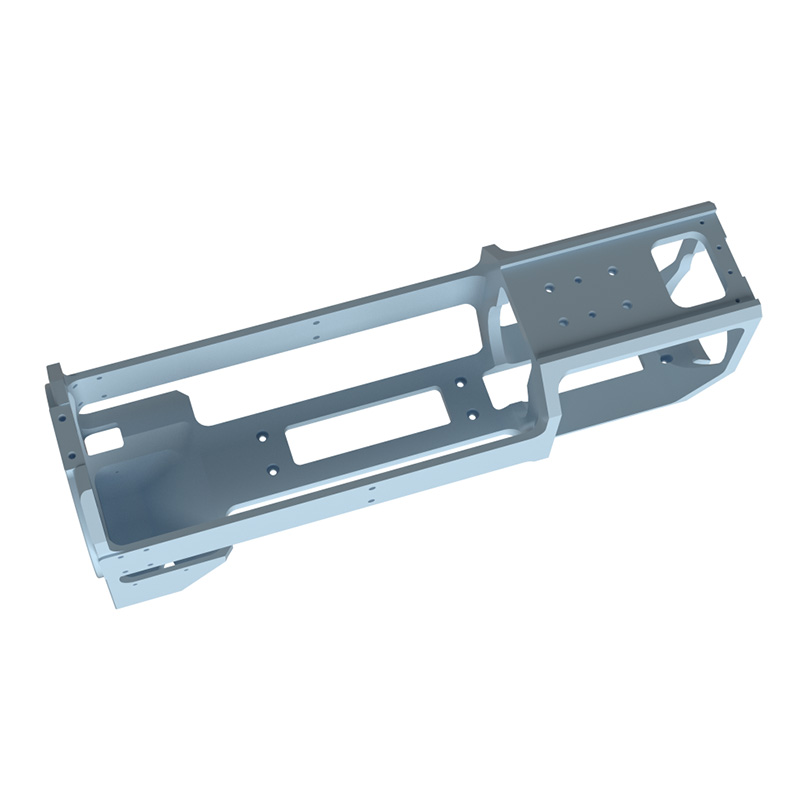
Шасси автомобиля мульти-роликового
Размеры этой детали составляют 4200X1000X490 мм; она сварена из листа Q235B, оставляя запас для финишной обработки, и после выдержки и отжига она становится готовой.
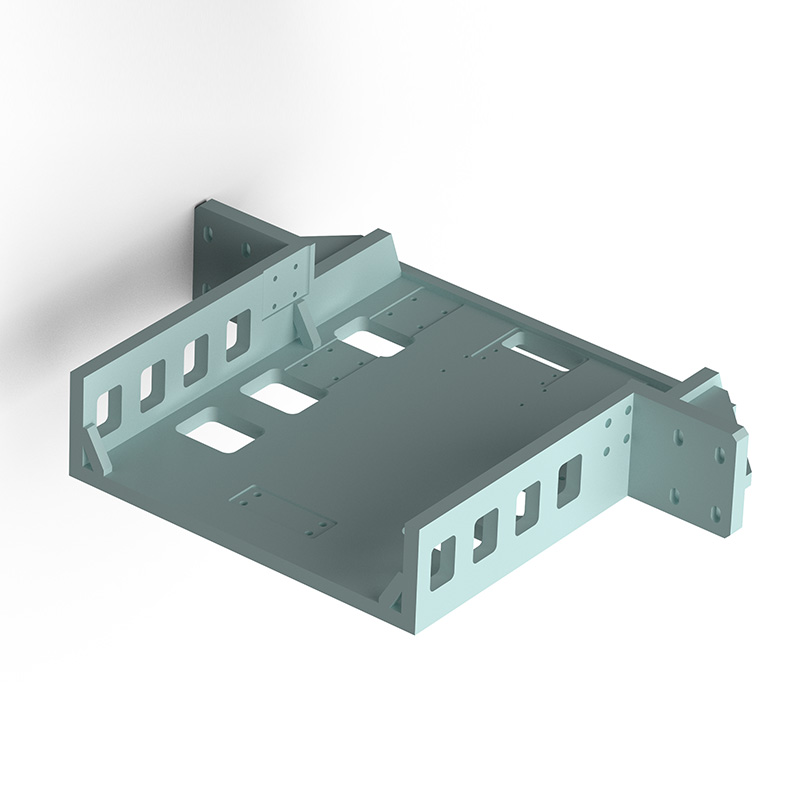
Сварочное шасси токарного станка
Размеры этой детали составляют 1500 на 180 на 270 мм; с помощью сварки пластин Q235B сначала обрабатываются внутренние пазы и отверстия для уменьшения веса, а остальное остается для финишной обработки.
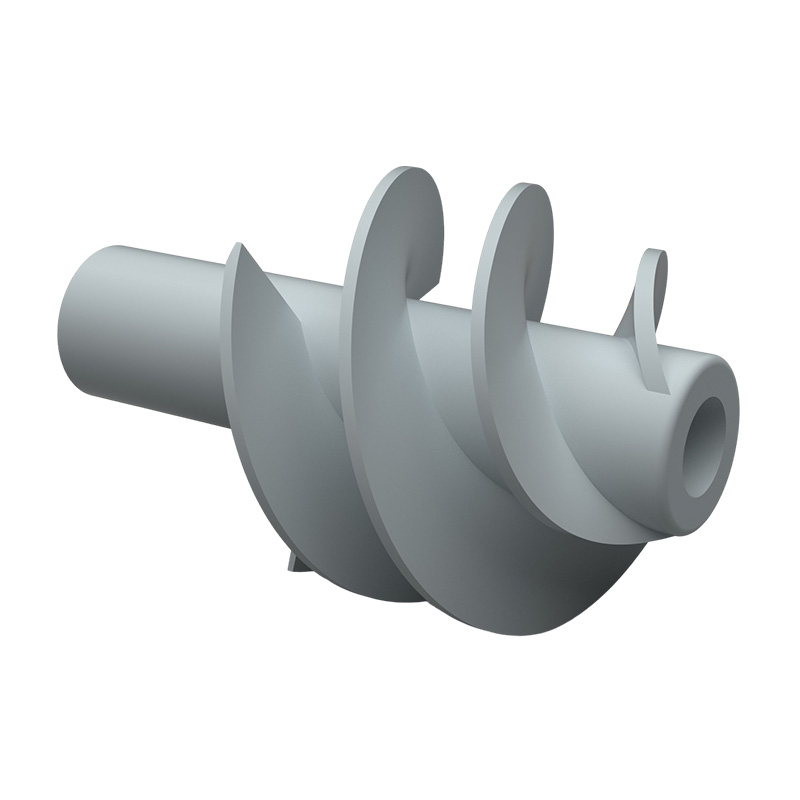
Червяк для отвода жидкости типа
Эта деталь представляет собой шнек для подачи жидкости, ее размеры составляют φ105 на 180; материал детали – нержавеющая сталь.
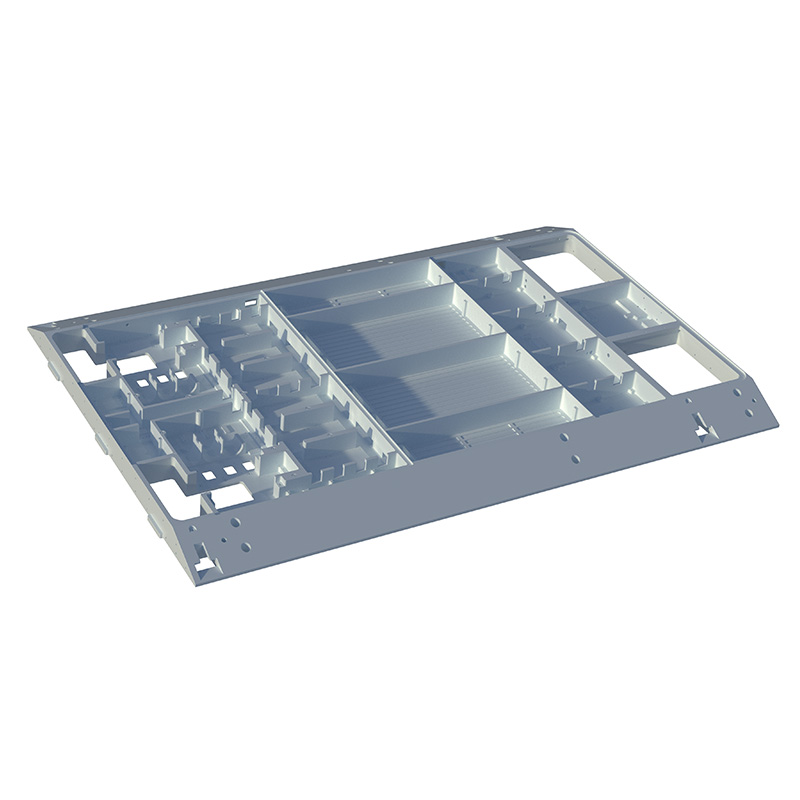
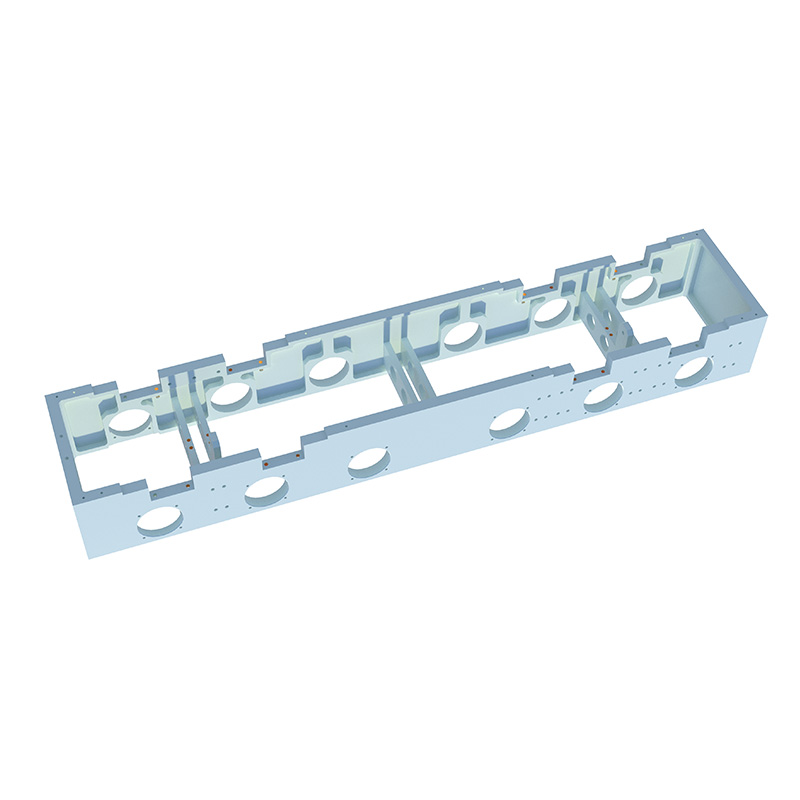
Опорная рама
После сращивания и сборки каждой пластины с помощью штифтов, а затем сварки на месте все сварные швы полностью завариваются и контролируется деформация при сварке.
Корпуса двигателя
Эта деталь изготовлена из алюминиевого сплава с наружным размером φ150 на 60; точность ее монтажного отверстия составляет 0,015, соосность торцевого упора и внутреннего монтажного отверстия должна составлять 0,01, а шероховатость поверхности должна составлять Ra0,8.
Корпус клапана
Эта деталь является частью корпуса многоходового клапана, ее форма и размер составляют 188 на 158 на 66 мм; она изготовлена из квадратного материала 316L и выполнена как единое целое.
Маслосборник корпуса
Размеры этой детали составляют 520 на 210 на 160 мм, и она изготовлена из квадратного материала из алюминиевого сплава; толщина стенки детали составляет всего 3 мм, допуск составляет ±0,05, а требования к чистовой отделке – Ra1.6.
Пожалуйста, оставьте нам сообщение
-


-
-



WeChat
